無錫美之電廠家非標(biāo)定制高頻機(jī)_高周波17年制造經(jīng)驗�����,特別在汽車座椅按摩腰托氣囊袋焊接機(jī)上有著非常成熟的生產(chǎn)經(jīng)驗�,其中包括氣袋模具設(shè)計生產(chǎn),非標(biāo)設(shè)備定制以及生產(chǎn)工藝的培訓(xùn)等一條龍服務(wù)���;依需氣管焊接工藝詳細(xì)想您呈現(xiàn)生產(chǎn)步驟���,提高氣囊腰托的合格率,確保產(chǎn)品能通過DV和PV試驗�。
一、生產(chǎn)TPU氣囊袋產(chǎn)品中氣管與膜之間焊接工藝步驟:準(zhǔn)備氣管焊接模具-穿管-穿袋-焊接-拔管-成品��。
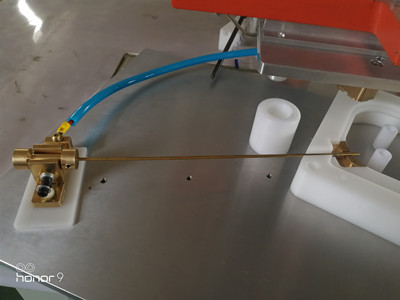
1��、氣管焊接模具
高頻模具依需產(chǎn)品的樣品及氣管直徑大小來定制模具其最大難點在于上����、下模具的凹槽大小精準(zhǔn)數(shù)據(jù)��;模具主要有導(dǎo)電棒�、上/下凹模���、限位柱�����、定位柱以及上下安裝鋁板���,可參照上述圖片��。

2����、穿管工藝方法
根據(jù)氣管大小定制的導(dǎo)電棒,如上述圖片�����;手工把氣管穿插到導(dǎo)電棒上即可��,操作非常方便�����;但是在生產(chǎn)腰托氣袋的時候廠家對氣管的方向有要求,所有在穿管時候注意氣管的位置����。
3、穿袋工藝方法
工人把氣管穿插到導(dǎo)電棒后再穿入到腰托氣袋預(yù)留口處��,再把氣袋放入模具內(nèi)定位�����,注意導(dǎo)電棒必須放入到模具的卡槽內(nèi)即可����。
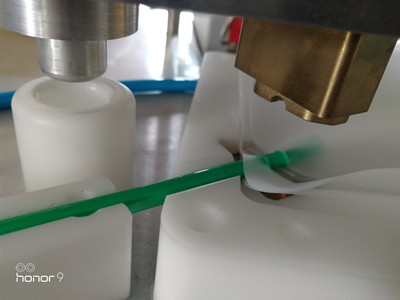
4、氣管氣袋焊接
以上準(zhǔn)備工作全部做好后����,腳踏上模具運(yùn)用定位柱使上、下模具吻合接觸����,啟動雙手按鈕后全自動高周波通管機(jī)分別自動對導(dǎo)電棒發(fā)射高頻及氣袋膜材發(fā)射高頻,我們又稱一次高頻及二次高頻的切換��。
5、拔管工藝方法
以上經(jīng)過全自動高頻通管機(jī)焊接完成后����,腳踏松開使上、下模具分離后����,手動把焊接好的氣袋從模具里面提出后并拔出氣管。
6���、成品收集方法
氣管拔出后����,焊氣管工藝就算完成��,采用專用收集箱整齊即可�。
二��、汽車行業(yè)內(nèi)生產(chǎn)腰托氣袋必須做的兩項實驗:DV測試和PV測試給大家普及相關(guān)知識點�。
1、DV測試:工廠設(shè)計驗證�,主要驗證零件設(shè)計是否滿足要求,DV包括基本性能�����,高低溫情況下,Margen發(fā)生器的氣囊展開的到位時間��。氣袋的壓力是否符合整車安全設(shè)定的目標(biāo)�����,確保系統(tǒng)試驗中假人的傷害值最小���。發(fā)生器壓力測試等��。針對成熟設(shè)計�,環(huán)境耐久可以跟PV一起驗證��。
2����、PV測試:供應(yīng)商設(shè)計驗證,驗證供應(yīng)商零件生產(chǎn)是否滿足設(shè)計要求�����,以及產(chǎn)線質(zhì)量的穩(wěn)定性��,PV試驗在DV試驗基礎(chǔ)上增加環(huán)境模擬試驗,所用零件必須是正常生產(chǎn)線下來的模具件���;環(huán)境模擬包括粉塵�、溫度震動����、溫濕沖擊、溫度沖擊等��。在實驗室溫箱中實現(xiàn)全生命周期的老化過程��。老化之后的零件進(jìn)行基礎(chǔ)點爆�,需滿足設(shè)計要求。涉及到環(huán)境耐久�����,屬于長周期試驗�,一輪一般至少需要3個月��。供應(yīng)商內(nèi)部的子零件測試會更加嚴(yán)格��,如發(fā)生器的溫濕試驗�����,設(shè)計冗余要大于整車使用壽命。
相關(guān)文章:TPU氣袋熱合機(jī)焊接樣品